Products
What's New
News Articles
Have a Question?
Social Networking



Deadband WPT
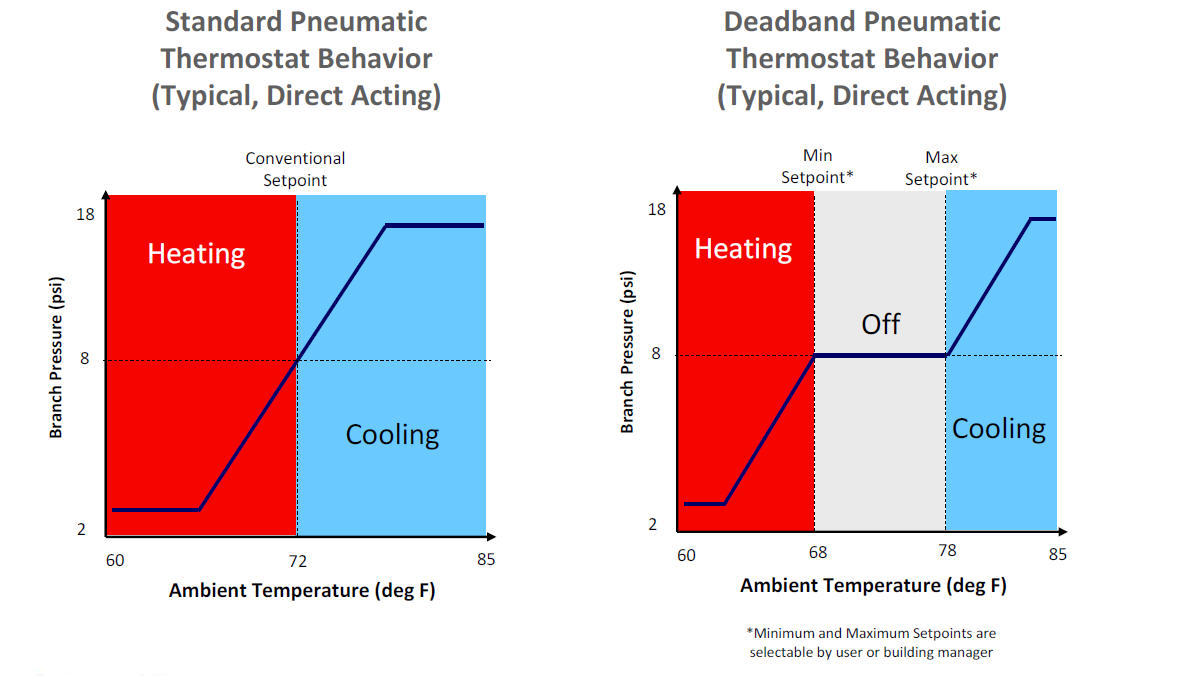
Deadband Wireless Pneumatic Thermostat (WPT-DB)
WPT-DB Functionality |
|
|---|---|
 |
|
WPT-DB Benefits
- The WPT-DB can save up to 60% of HVAC energy, depending on factors such as local setpoint policies, climate, building type, etc.
- The WPT-DB enables automatic enforcement of deadband setpoint policies, which cannot be enforced with existing pneumatic thermostats
- Deadband energy benefits are incremental to the energy savings achieved with the standard WPT
WPT-DB Applications
- The WPT-DB can be used in any facility that currently has pneumatic thermostats
- Typically, deadband setpoint policies are in place in large institutions, such as universities, where some temperature variation is acceptable
Deadband Features
- Adjustable deadband minimum and maximum setpoints
- Adjustable neutral pressure
- Available in direct or reverse acting versions
- Available in single- or two-pipe configurations
- Directly compatible with existing deadband stats from major vendors
- Remote wireless deadband control and monitoring of temperature and pressure
- Pager/cell notification of excursions
- Automatic self-calibration
- Programmable temperature setbacks
- Occupancy override
- Enables Auto-Demand Response strategies
- BACnet interface for integration with Building Management Systems
- Compatible With existing Johnson, Honeywell, Siemens, Robertshaw and TAC pneumatic stats.
- 2+ years of battery life
